About
Roach Conveyors is an American conveyor systems manufacturer with a long history beginning in 1953. From the start, the company has focused on building durable equipment designed for real-world material handling environments. That foundation continues today through vertically integrated manufacturing, rigorous factory testing, and a commitment to long service life.
As a true OEM, Roach Conveyors produces a high percentage of components in-house. This approach provides tighter quality control, consistent build standards, and greater flexibility when addressing non-standard applications. Every conveyor is factory operated and tested prior to shipment to verify performance and reliability before it reaches the customer.
Roach Conveyors serves a wide range of industries across North America through an established distribution network. Customers include leaders in parcel, package, manufacturing, and e-commerce, as well as operations with specialized handling requirements. The product offering supports both standard material handling needs and highly specialized applications.
Standard conveyor solutions are designed for package and pallet handling environments where durability and uptime matter. These systems are application-driven and built to perform over long service cycles. The focus remains on how the equipment is used rather than on how individual conveyor types are defined.
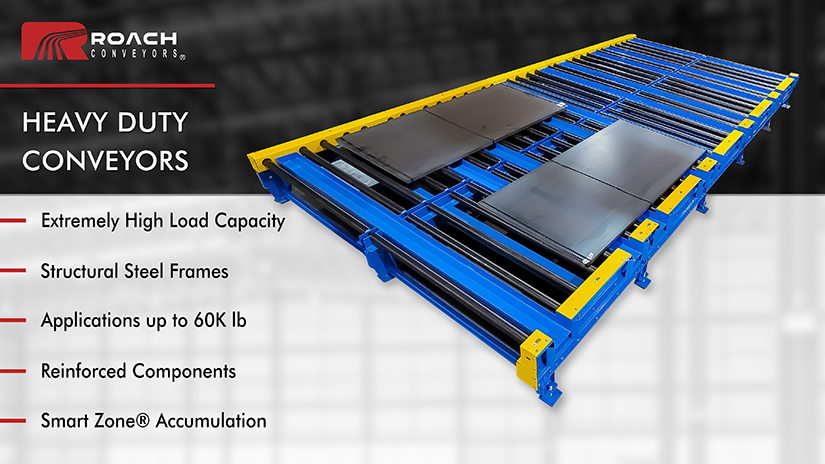
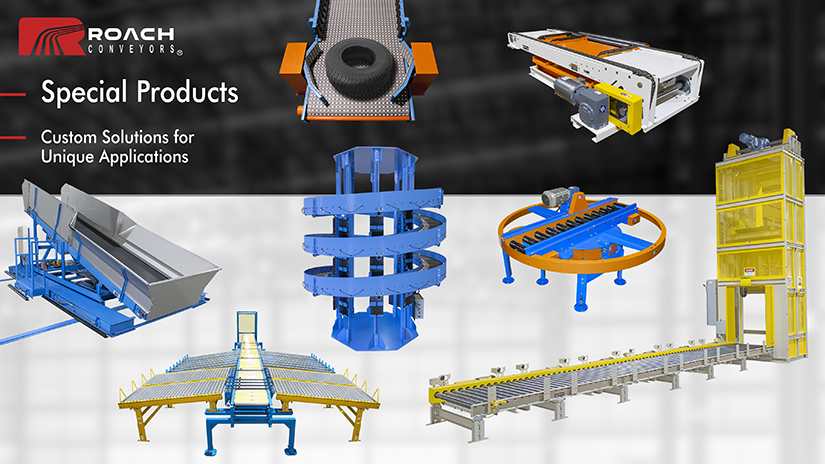
Specialty equipment is a core differentiator. Roach Conveyors designs Custom Solutions For Unique Applications across industries that include laundry, lumber and doors, tires, glass and solar, and heavy-duty industrial operations. This experience extends to systems handling extreme loads, including units moving up to 20,000 pounds of steel. These projects reflect decades of practical problem-solving across varied operating conditions.
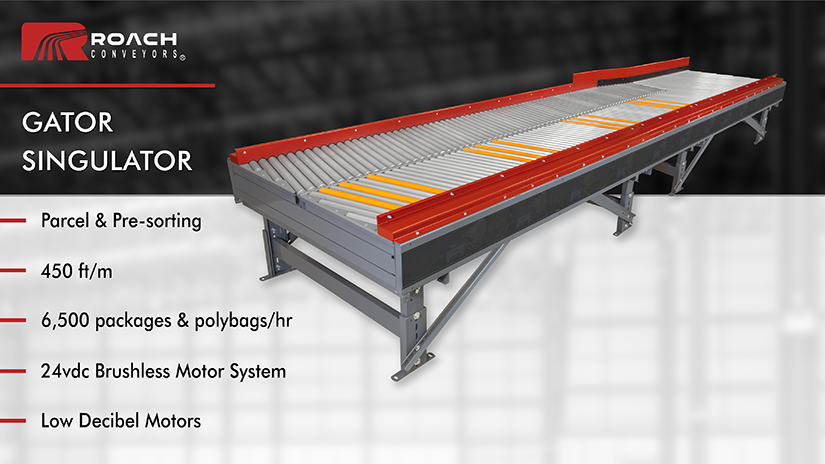
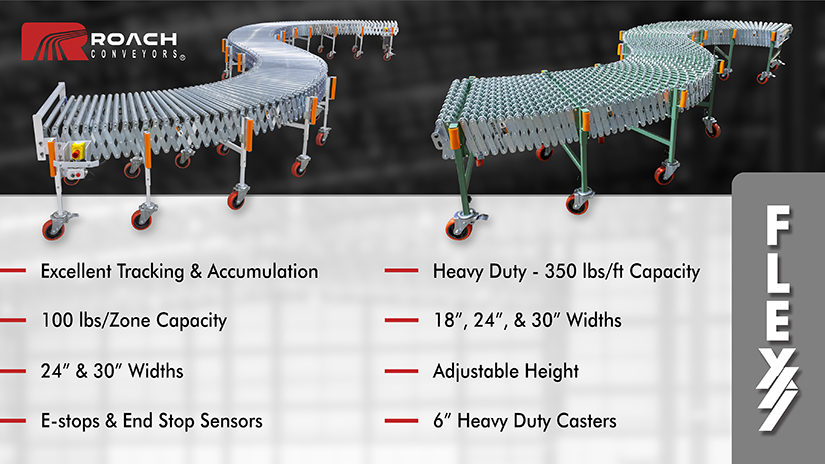
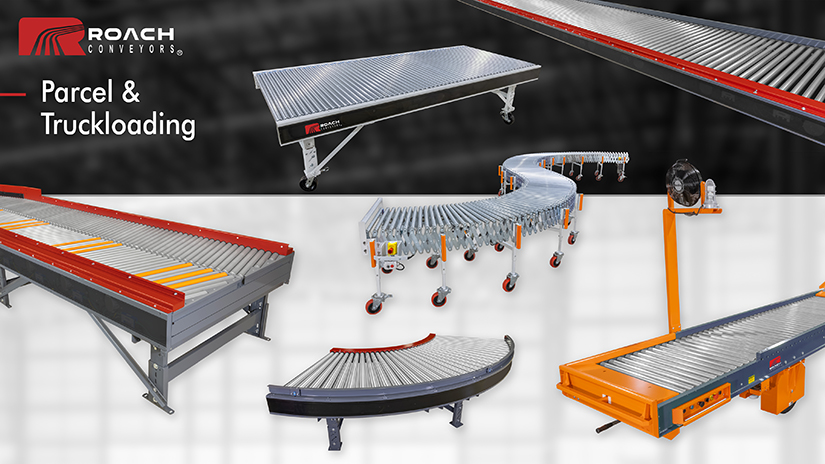
Parcel and truckloading systems support first mile and last mile applications such as truck loading, flexible conveying, singulation, zone accumulation, and modular connecting systems. These solutions are designed to integrate into active distribution environments while maintaining durability and serviceability.
Collaboration plays an important role in how Roach Conveyors works with customers and partners. Private label and custom-branded solutions are developed to align with specific brand identities and quality standards, while maintaining consistent manufacturing and testing practices.
All products are built in a state of the art manufacturing facility with an emphasis on continuous improvement. A willingness to take on challenging projects has expanded both the standard and specialty product lines into one of the more diverse offerings in the material handling industry.